
{kind=link}
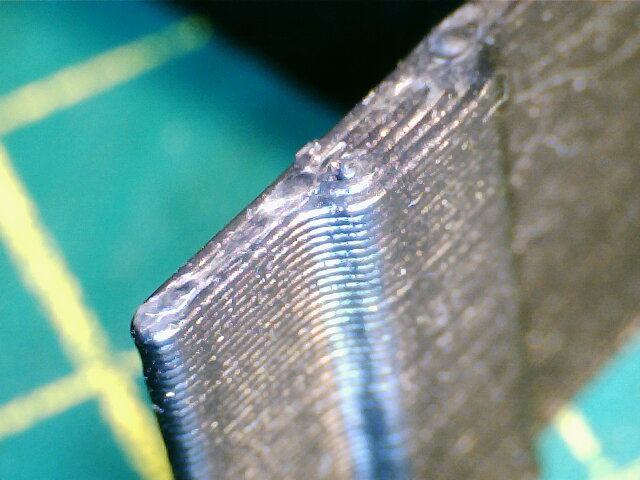
I built my 3D printer a couple of months ago, but I can’t get it to print sharp corners. The corners in the picture should be 90°, without any fillets:
During this test print, I played with multiple parameters: speed, temperature, acceleration, junction deviation, linear advance. All of these were also individually tuned previously. Nothing seems to make a difference.
Could this be a issue with the construction of my printer? I’m beginning to think my hotend isn’t rigid enough, but then I would at least expect better results at low speeds.
Edit: the printer is a CoreXY of my own design running Marlin 2.1.2.1. The Slicer is PrusaSlicer with most settings left as default (but increased speeds)
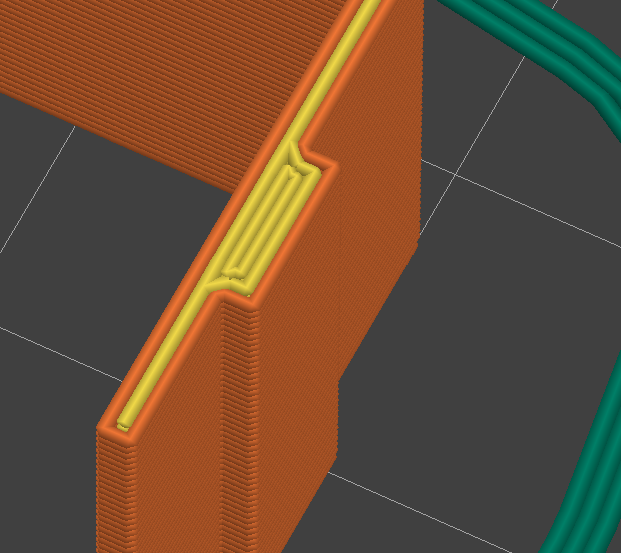
One thing that concerns me for the inside corners along the side… Why is your slicer cutting an angle across that corner instead of making a sharp turn (see the yellow lines in the slicer image)? Most prints draw the inside lines first and the outside perimeter last, so if you have a diagonal line sitting there already then there’s no possible way to force a square corner there.
Sorry for the lack of terminology, it’s been awhile since I fired up my printer, but I know in Cura under the speed settings there are parameters to set how fast the head goes from zero to full speed, and if you disable this then the head doesn’t have time to slow down at the corner before launching off in another direction which causes rounded outside corners like you show on the end of your print. I’m sure someone else can jog my memory about what this is called, but it would be worthwhile to check this in your Prusa settings as well.
Regardless, you’re not going to get ‘sharp’ corners. My printer has a 0.4mm nozzle and even with decent settings and a slower speed I still get corners roughly twice that diameter, so don’t expect your print to match what’s drawn on the screen.
I’ve only used prusa slicer, which is what it looks like OP is using, and it results in printing perimeters first, then inside.
Ah interesting. On Cura you can change whether you do the perimeter or infill last, but I always found doing the perimeter last creates smother detail. Makes me wonder why Prusa decided to go the other direction, but I guess whatever works…
Prusa has that option too. It does perimeter last by default because that’s safer when you have overhangs. It gives the external perimeter something more to stick too and not sag. In extreme cases it can even lead to printing disconnected overhangs first like the inner perimeter of a vertical screw hole which just weld to your support and make a mess.
External perimeter first does provide more detail though (specifically dimensional accuracy in the prusa help) and can avoid some artifacts so if it’s safe for your part it’s nice.