{kind=link}
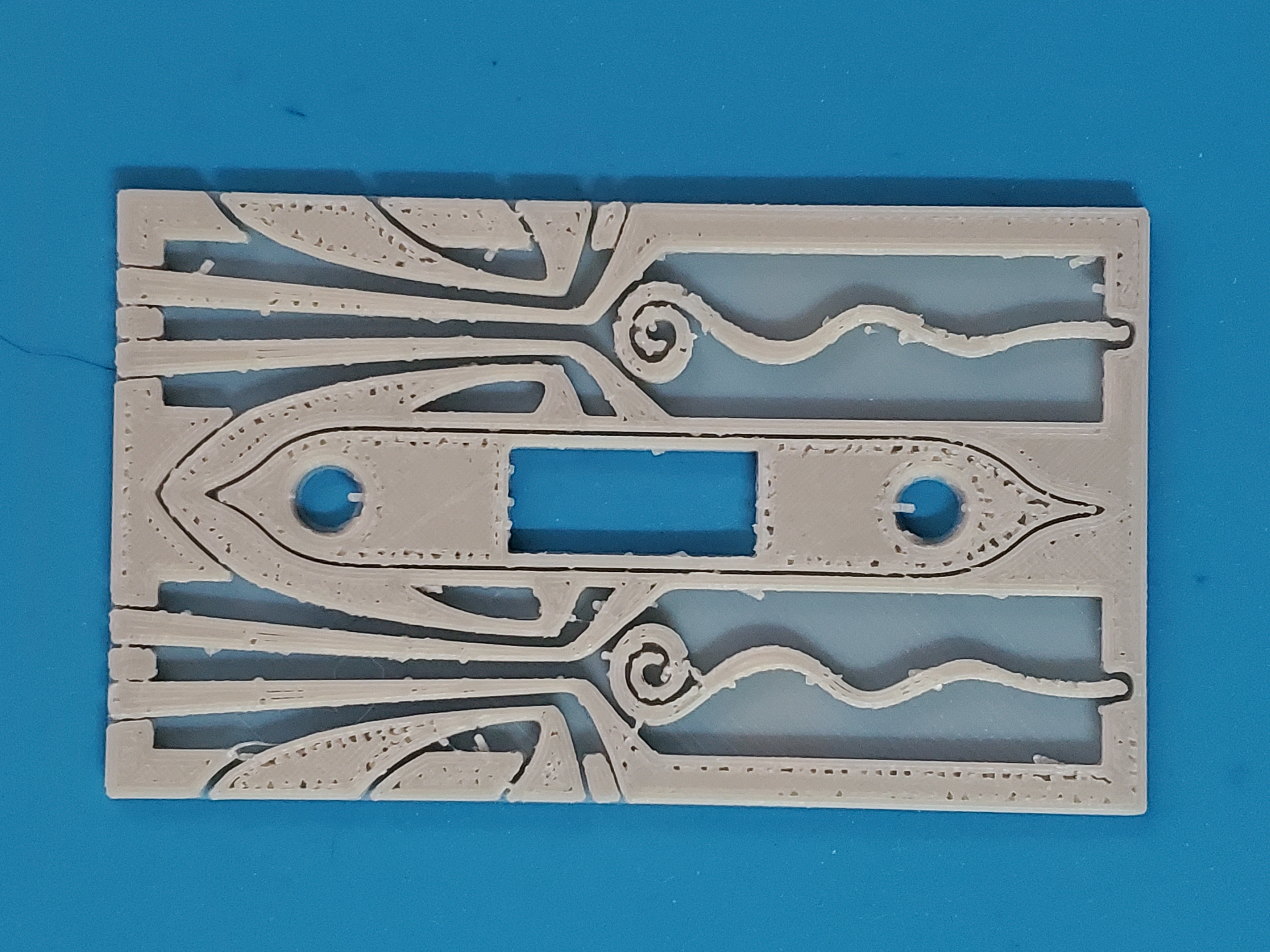
Ender 3 Pro, Slicr, retraction: 6mm; temp: 215; PLA+.
The pin feathers usually happen in the upper layers. Cura doesn’t do this, but it’s so desperately slow as an app (to load, to slice, to preview) that I’m trying Slicr, (which does everything almost instantly.)
Any advice how to avoid them?
(The top surface is another issue I can’t seem to solve, but one thing at a time.)
Okay, that’s a good sign. I’d keep an eye out for it anyway. Usually I attach a thin strip of electrical tape to either end of the tube, so I can see any movement right away. Let’s set that aside for now though.
What I’m seeing here still looks like the result of sluggish responses from the extruder. When the movements of the extruder are lagging behind the cartesian motion of the machine, you end up with a short period of underextrusion at the start of a feed, as well as a short period of overextrusion at the end of a feed. The underextrusion doesn’t make much of a difference in infills, but it can leave noticeable gaps in the perimeters. The overextrusion however, is what will give you blobs and strings like this.
There are a few ways to mitigate this, some mechanical, some in software. Lowering the hot-end temperature can help limit blobbing and stringing, however it may impact layer adhesion. Hotter temperatures are messier, but they form a stronger bond. With PLA+, you might be able to get away with 190C-200C, depending on the brand / batch / moon cycle. Ideally, this can be tuned per-filament by printing a temperature tower.
The slicer itself has some settings to try and hide these defects, and I suspect this is probably why you are getting different results between Cura and Slic3r. In particular, wiping might make a big difference. I don’t know if Slic3r has it, but PrusaSlicer (a modern derivative of Slic3r - AFAIK Slic3r hasn’t been updated since 2018) and Cura do. What it does is, when the filament retracts, the nozzle will drag above the print for a short distance before spanning a gap. This cleans the nozzle and (ideally) buries whatever remaining plastic was stuck to it inside the print.
If you mess around with the printer firmware at all, there are 3rd party builds of Marlin which enable some advanced features which aren’t included in the stock Creality firmware. One of these is called Linear Advance. For firmwares based on Klipper (i.e. the Creality Sonic Pad) it is called Pressure Advance, but it is basically the same thing. This lets you tune a delay between extruder motions and cartesian motions, to eliminate the under/overextrusion caused by backlash in the extrusion system (not just caused by a loose tube, but also the clearance between the filament and the inside diameter of the tube, backlash in the extruder motor, and the elastic properties of the molten plastic). This should be the last step in a full tune-up though, and won’t help if there are other mechanical / calibration problems.
TLDR: I feel like dumping a whole lot here and it might even be something dumb and simple that I’m forgetting, but these are ways I have overcome issues like this in the past. I hope I’m not sending you on a wild goose chase. I’d start by checking out if Slic3r has a wipe feature, and maybe trying PrusaSlicer if it doesn’t - to see if it performs any better than Cura. It does in my experience.
I saw the last update on Slicr, and five years old is really long in the tooth for software. Switched to Prusa. I printed a temp tower and the filament seemed to really like 215° - I got curious last night about my esteps, wondering if that might also be a factor. I’ll check that this morning.
I haven’t been able to bring myself to muck about with the Ender firmware. I’ve got an FLSun that I built from scratch and I’ve been all over its firmware so probably the Ender version isn’t that different? I just don’t want to brick the machine and fight for a day to recover it.
Thanks very much for taking the time to write all that. Looks like I’m making a pot of coffee and rolling up my sleeves.